Schwebende Lücke
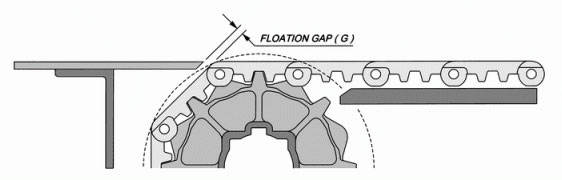
Bei der Übernahme des Förderbandes für die Wendebewegung.Der Bogenabschnitt des Förderers wird mit dem geraden Förderer verbunden und beide Enden des Bogenabschnitts sollten zur Geraden geführt werden, damit der Förderer reibungslos funktioniert.
Der Innenradius erfordert mindestens das 2,2-fache der Breite des Förderbandes.
STL1 ≧ 1,5 XW oder STL1 ≧ 1000 mm
Die Einzeldrehung ist nicht auf 90° begrenzt;Es muss die Begrenzung des Wenderadius einhalten und das Design von 15°, 30°, 45°, 60°, 75°, 90°, ... bis 360° ermöglichen.
Referenztabelle für Abmessungen des schwimmenden Spalts (G)
| Einheit: mm | ||||
| Serie | Dicke des Gürtels | Kettenraddurchmesser (PD) | Anzahl der Zähne | Floating Gap (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4,0 | ||
| 260 | 16 | 3,0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38,5 | 12 | 0,3 | ||
| 76,5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
Toter Teller
Wir empfehlen die Verwendung von über 5 mm dickem Kohlenstoffstahl, Edelstahl oder legiertem Stahl mit hoher Härte usw. als Material für die Herstellung der Totplatte.Es ist wichtig, jede Lücke in der Übergabeposition zu berücksichtigen, damit die Ladegüter reibungslos durch die Übergabeposition gelangen.
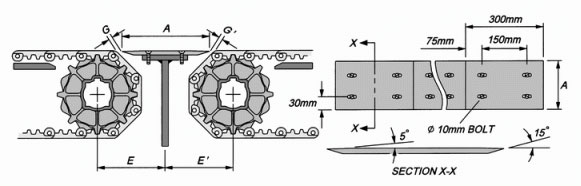
Um den Wert C zu erhalten, lesen Sie bitte das Kapitel „Grundmaße“ in der Designspezifikation und für den Wert G den Abschnitt „Floating Gap“ in diesem Kapitel. Verwenden Sie dann die folgende Formel. Das Berechnungsergebnis ist das tatsächliche Maß des Floating Gap.
FORMEL:
E = CX 1,05
A = ( 2 XE ) ( G + G' )
Designspezifikation des Seitentransfers
Im Allgemeinen wird die 90-Grad-Transferanwendung häufig vom integralen Transportverfahren verwendet.Wir empfehlen Ihnen, das Wendeband von HOMGSBELT zu verwenden;Dadurch können Sie den Raum flexibel nutzen.
Wenn der Fabrikraum nicht groß genug für den minimalen Wenderadius des HOMGSBELT-Wendebandes ist, muss zur Lösung dieses Problems eine seitliche Transferkonstruktion im Rahmen übernommen werden.
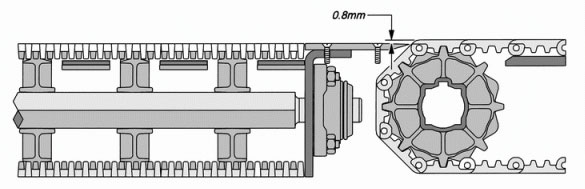
Hilfsrollen
Bei der Gestaltung der Übergabeposition zwischen zwei Förderern kann, wenn der Boden der zu ladenden Produkte flach ist und ihre Länge mehr als 150 mm beträgt, mit Ausnahme der Totplatte, auch eine Hilfsübertragungsrolle verwendet werden, um das Förderband zu unterstützen und eine reibungslose und bessere Übergabe zu erreichen Bewegung während des Betriebs.
Konstruktionsspezifikation der Hilfsübertragungsrollen in Antriebs-/Umlenkposition
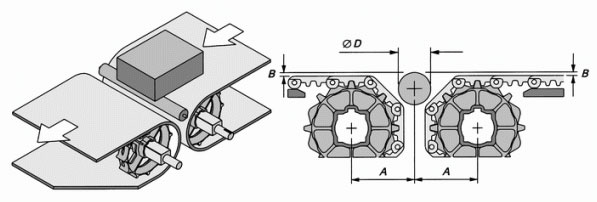
| Einheit: mm | ||||||
| Serie | Dicke (Riemen) | Kettenrad-Durchmesser. | Anzahl der Zähne | A (min.) | B (mind.) | D (max.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38,5 | 12 | 28 | 15 | |||
| 76,5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
Konstruktionsspezifikation von Hilfstransferrollen beim Plattformtransfer
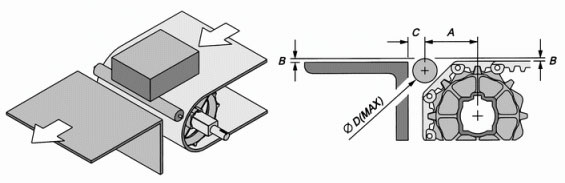
| Einheit: mm | |||||||
| Serie | Dicke (Riemen) | Kettenrad-Durchmesser. | Anzahl der Zähne | A (min.) | B (mind.) | C (min.) | D (max.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38,5 | 12 | 24 | 12 | 9 | |||
| 76,5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Führungsgerät
Wenn Totplatten oder Hilfstransferrollen für die Transferposition des Fördersystems, für den linearen Geschwindigkeitsunterschied oder die Zentrifugalkraft verwendet werden, werden die Produkte herausgeschleudert oder weichen von der Mittelposition des Bandes ab.Vorerst ist es notwendig, die Führungsvorrichtung zu installieren, damit die Produkte reibungslos und innerhalb des effektiven Transportbereichs durch die Wendeposition gelangen.
Designspezifikation der Führungsrolle
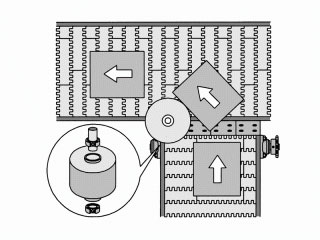
Die Führungsrollen bestehen üblicherweise aus Metall.Sein Führungsradius beträgt etwa 1/4 der effektiven Breite des Bandes.Wenn die Belastungsprodukte die Reibung erhöhen sollen, sollte Gummi oder PVC-Material verwendet werden, um die Oberfläche der Führungsrollen zu umhüllen.Es eignet sich besonders für die große oder schwere Beladung von Transportgütern.Die Verwendung von Kugellagern für die Führungsrolle kann dafür sorgen, dass sich die Rolle gleichmäßiger dreht.
Designspezifikation der Führungsschiene
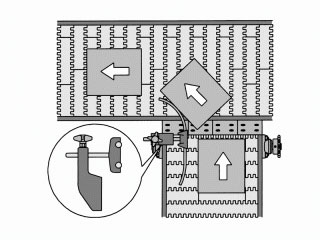
Die meisten Führungsvorrichtungen bestehen normalerweise aus Kunststoffmaterial mit geringerer Reibung, wie z. B. UHMW, HDPE usw.Es kann je nach Installationsanforderungen in vielen Formen und Erscheinungsformen gestaltet werden.Führungsschienen eignen sich für mittelgroße oder kleine Transportanwendungen.Auch die Führungsschienen bestehen aus dem reibungsärmeren Kunststoffmaterial.Je nach Kundenwunsch können die Hersteller viele Führungsschienen in den unterschiedlichsten Formen anbieten.
Wenn das Fördersystem die Totplatte oder das Hilfslager in einem 90-Grad-Winkel von einem Förderband zum anderen übernimmt, wird der Transportvorgang durch die Kombination von Führungsrollen und Führungsschienen reibungsloser und einfacher.
Bitte achten Sie darauf, dass die Produkte aufgrund der Zentrifugalkraft beim Lauf des Bandes zum Wendepunkt auf die äußere Führungsschiene stoßen oder den effektiven Bereich der Bandtransportbahn überschreiten und dazu führen würden, dass sich die Produkte anhäufen und die Produktionslinie verstopfen.Im Allgemeinen muss die effektive Breite des Bandes größer sein als die maximale Breite der Ladegüter.